

-PF – 用于精加工车削
-MF – 用于精加工车削
-KF – 用于精加工车削
-UF – 用于精加工车削
R/L-K – 用于精加工车削
R/L -F – 用于精加工车削
-AL - 用于精加工车削

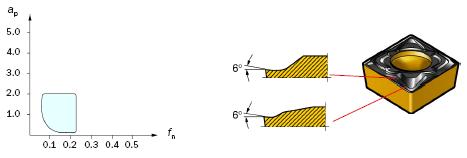
CCMT 09 T3 04-PF
ap = 0.1 – 2.0 mm
fn = 0.06 – 0.23 mm/r
在钢件加工中,切屑控制能力好于其他槽形。
进给: 0.03 – 0.32 mm/r。切削深度:0.06 – 2.0 mm。
工序:车削、车端面、仿形切削和背车加工。
优势:正前角的轻型切削槽形可产生低切削力,适合于加工细长轴、薄壁零件或
不稳定夹紧零件 。
典型零件:轮轴、轴、毂和齿轮,优先考虑表面质量时。
局限性:切削深度和进给。
一般推荐值:为获得最佳生产效率,可组合更耐磨的牌号 (GC4215)。当表面质
量要求高和切削速度受限时,可考虑使用金属陶瓷牌号。
可能的优化:槽形R/L-K、WK、WF和金属陶瓷牌号。

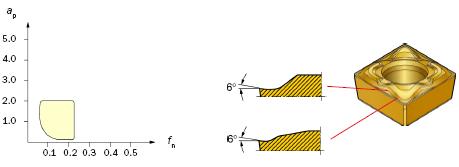
CCMT 09 T3 04-MF
ap = 0.1 – 2.0 mm
fn = 0.06 – 0.23 mm/r
在不锈钢和HRSA加工中,切屑控制能力好于其他槽形。
进给:0.05 – 0.30 mm/r。切削深度:0.06 – 2.00 mm。
工序:车削、车端面和仿形切削。
优势:正前角的轻型切削槽形可产生低切削力,适合于加工细长轴、薄壁零件或
不稳定夹紧零件。正前角槽形降低了粘结 (积屑瘤形成) 趋势,可获得良好的表
面质量和长的刀具寿命。
典型零件:普通不锈钢和HRSA零件。
局限性:切削深度和进给。
一般推荐值:优先考虑表面质量 (表面光洁度和外观) 时的理想选择。
可能的优化:槽形R/L K (刀形切削刃)。

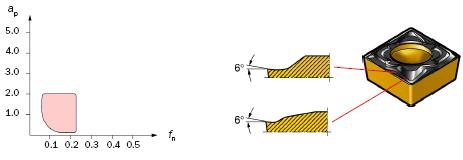
CCMT 09 T3 04-KF
ap = 0.1 – 2.0 mm
fn = 0.06 – 0.23 mm/r
灰口和球墨铸铁。
进给:0.03 – 0.30 mm/r。切削深度:0.06 – 2.0 mm。
工序:车削、车端面和仿形切削。
优势:正前角的轻型切削槽形可产生低切削力,适合于加工细长轴、薄壁零件或
不稳定夹紧零件。车削至相贯的孔口时,减少工件崩口。可获得均匀一致的表面
质量。
典型零件:普通铸铁零件。
局限性:切削深度和进给的应用范围受限。
可能的优化:槽形WF。

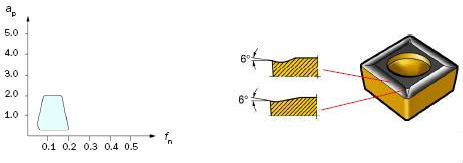
CCMT 09 T3 04-UF
ap = 0.2 – 2.0 mm
fn = 0.05 – 0.2 mm/r
加工钢件时,切屑控制很好。加工不锈钢和HRSA时也有杰出表现。
进给:0.05 – 0.25 mm/r。切削深度:0.05 – 2.0 mm。
工序:车削、车端面和仿形切削。
优势:正前角的轻型切削槽形可产生低切削力,适合于加工细长轴、薄壁零件或
不稳定夹紧零件。
典型零件:轮轴、轴、毂和齿轮,获得良好的表面质量是首要要求,特别在进行
混合材料切削时。
局限性:切削深度和进给。
一般推荐值:PF、MF和KF的补充槽形。当表面质量要求高和切削速度受限时,可
考虑使用金属陶瓷牌号。
可能的优化:槽形PF、MF、KF和WF。
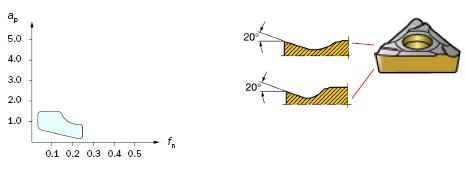
TCGT 11 02 04R-K
ap = 0.15 – 1.5 mm
fn = 0.03 – 0.25 mm/r
主要用于内孔镗削加工,也可用于要求低切削力的外圆车削。
进给:0.03 – 0.25 mm/r。切削深度:0.1 – 1.5 mm。
工序:车削、车端面和仿形切削。
典型零件:特别不稳定的零件、轴、轮轴和毂,其中优先考虑表面质量。
优势:正前角的轻型切削槽形可产生低切削力,适合于加工细长轴、薄壁零件和
不稳定夹紧零件。
局限性:切削深度和进给范围,需要选择右手或左手刀具。
一般推荐值:为获得最佳生产效率,可组合更耐磨的牌号 (CT5015或GC1125);
为满足高表面质量要求和当切削速度受到限制时,可考虑使用金属陶瓷牌号;开
放的槽形可能会限制切屑控制。
可能的优化:槽形WK和金属陶瓷牌号。
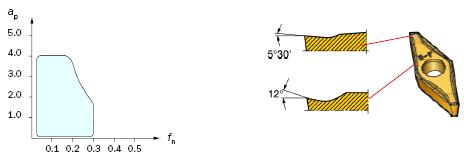
VCEX 11 03 01R-F
ap = 0.05 – 4.0 mm
fn = 0.02 – 0.3 mm/r
满足钢、不锈钢和HRSA加工的高精度要求。
进给:0.05 – 0.30 mm/r。切削深度:0.03 – 4.0 mm。
工序:车削、车端面、仿形切削和背车加工。
典型零件:特别小的零件、轴、轮轴和毂,其中优先考虑表面质量。
优势:能够精确加工较小的零件,具有良好的切屑控制和高进给率。将V形刀片
与C形刀片的可达性优点结合在一起。
局限性:需要选择左手或右手刀具。
一般推荐值:为获得最佳生产效率,可组合更耐磨的牌号 (CT5015或GC1125)。
可能的优化:采用93度主偏角以获取最佳表面质量。

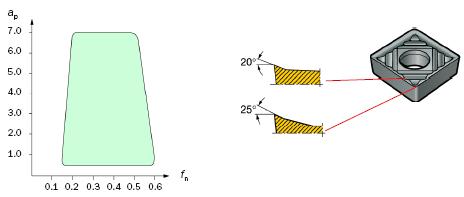
CCGX 12 04 08-AL
ap = 0.5 – 7.0 mm
fn = 0.15 – 0.6 mm/r
铝合金和其它有色金属
进给:0.05 – 1.0 mm/r。切削深度:0.1 – 7 mm
工序:车削、车端面和仿形切削。
典型零件:普通铝材零件
优势:开放的正前角槽形可在高切削速度下切削轻快。
局限性:专用于有色金属材料。
一般推荐值:使用尽可能高的切削速度 (高达2500 m/min),以获得最佳生产效
率。
可能的优化:金刚石镶尖刀片。
济南特瑞数控刀具有限公司
2014-12-23

真诚欢迎您的咨询
1 打开微信扫一扫
2 添加成为微信好友
3 我们会在第一时间为您服务
